世界各國環境法規、職業安全和健康法規,特別是ELV歐洲指引以及OEM汽車工業標準,要求在2007年7月1日前要清除汽車裝飾件Cr6+。一些汽車公司已明確建議汽車大于10.9級的緊固件建議使用
達克羅涂層防腐。除了高耐蝕性、無氫脆外,摩擦系數也是緊固件的一個重要指標。
達克羅技術是由片狀鋅粉、鋁粉、含Cr的金屬鹽及粘結劑組成的,涂液涂覆于零件表面,經過燒結而形成的一種全新結構和性能的防護層,它的英文為“Dacromet”。作為對某些傳統金屬表面處理進行徹底革新的新型技術,至1993年首次引進我國以來,由于達克羅技術在高防腐、薄涂層和高清潔環境友好型生產等方面具有諸多優點。在緊固件行業的廣泛應用,達克羅處理量已超過15%的迅猛速度增長。
達克羅涂層的特點
無公害——不存在傳統電鍍工藝中產生的酸、堿、Cr6+、Zn2+等嚴重污染環境的物質,可稱為“綠色工藝”。高抗腐蝕性——達克羅膜層厚僅4~8μm,其防銹效果確實是傳統電鍍鋅、熱浸鋅等的7~10倍。
無氫脆——傳統的電鍍采用酸洗除銹,在鋅沉積過程中析出氫,而達克羅膜層在處理過程中不存在氫的滲入。
改善摩擦性能——在達克羅處理液中加入聚四氟乙烯(PTFE)可以明顯改善達克羅膜的摩擦性能。這對高強度螺栓類零件尤為重要,一般汽車螺釘摩擦系數0.09~0.17,達克羅涂層的摩擦系數可固定在一定范圍內,以便于裝配。
達克羅技術
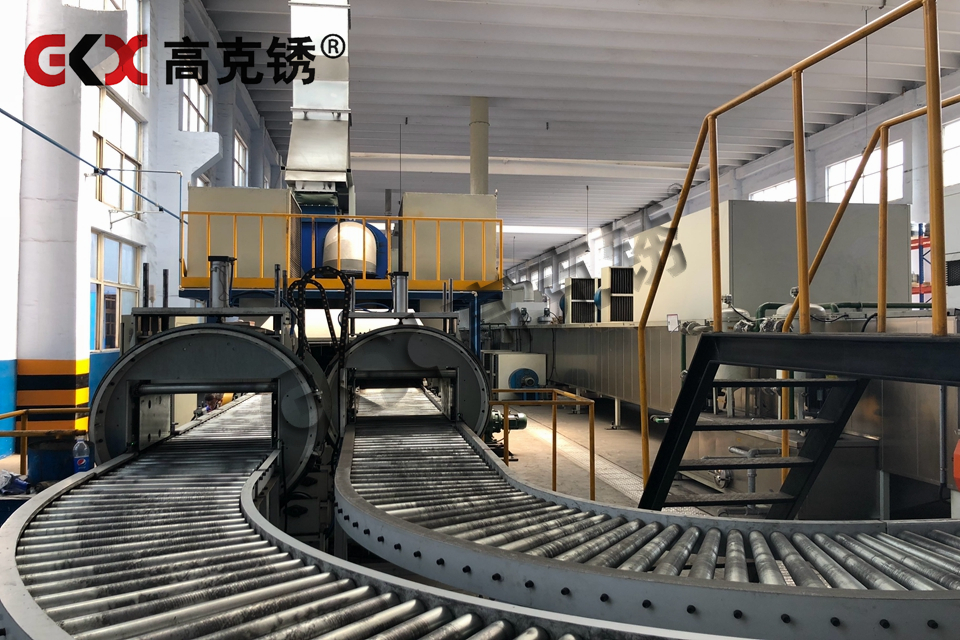
作為達克羅技術的兩個主要組成部分,達克羅涂覆設備和涂液。
達克羅涂覆設備主要有前處理設備、涂覆設備和
固化爐。整個處理過程有三個重要的質量控制點,即前處理、涂覆、烘烤。
作為達克羅的主液——鱗片狀鋅(鋁)粉品質的好壞直接影響到達克羅液的質量和達克羅涂層防腐的強弱,現階段,國內鱗粉的制備為濕法研磨和低溫壓制,與美國、日本、德國等國的相比,還存在的不少的差距。鱗粉的形狀、純度、色澤、大小、均勻度、經厚比的有效控制及生產工藝方面,將是今后研究和提高的目標。
達克羅涂覆工藝:將原料調配成水溶液的涂料,然后直接涂覆在經過活化處理后的工件表面,經烘干、燒結,形成一層無機膜層。工藝流程如下:工件去油——水沖洗——除銹(噴砂)——除塵——浸涂(或噴涂)——甩干——烘干(60~80℃,10~30min)——燒結(200~300℃,15~30min)——冷卻——檢驗——包裝。